30 тыс. м²
Именно такой объём брака накапливался за месяц, когда коробление замечали слишком поздно.
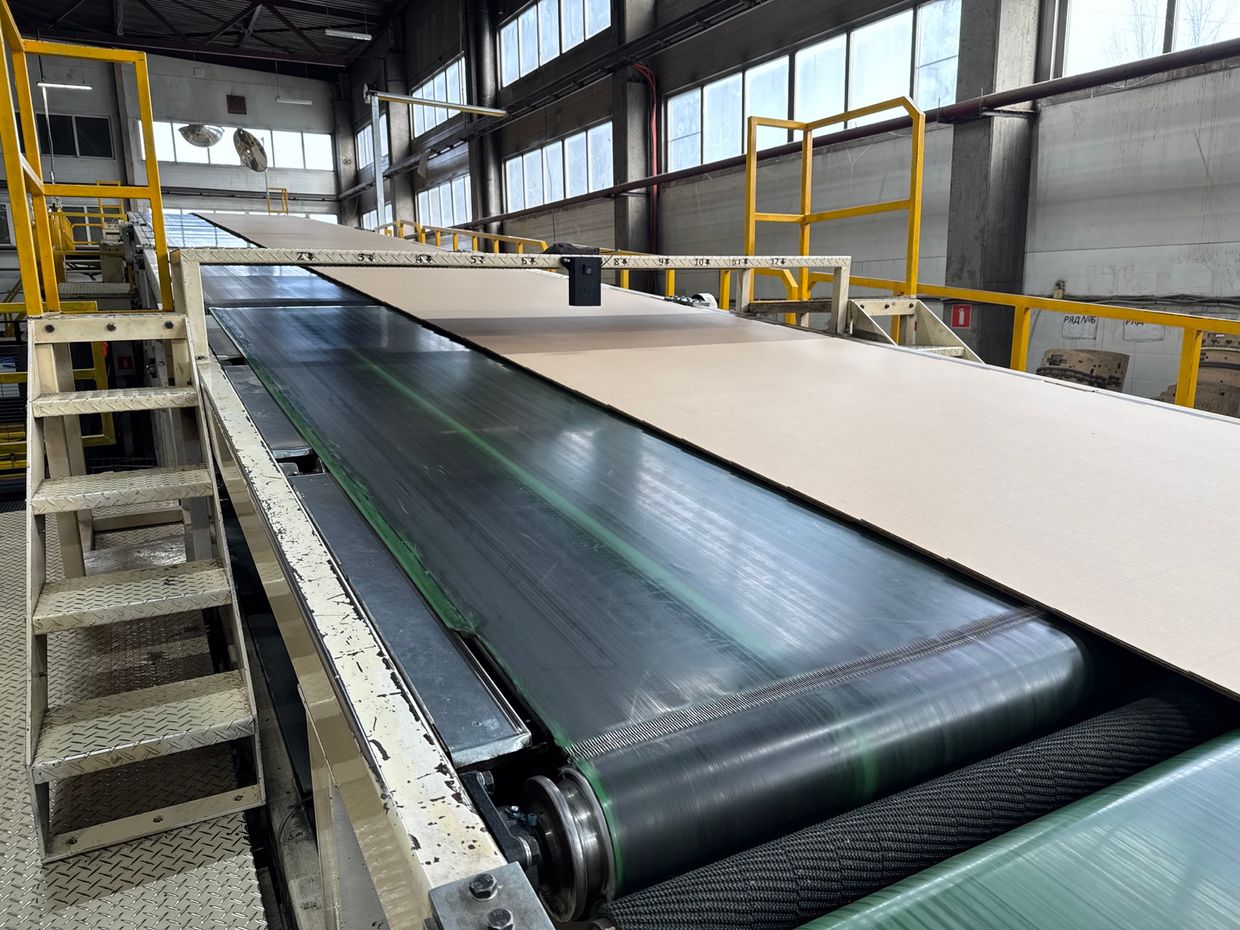
Автономный визуальный датчик для раннего выявления коробления на гофроагрегате
Рэмос-Альфа производит гофрокартон и изделия из гофрокартона. Одной из самых чувствительных зон на производстве оказался гофроагрегат, где из-за коробления листов в брак могло уходить около 30 тысяч квадратных метров материала в месяц.
Проблема была не редкой, а регулярной: коробление возникало примерно 30-50 раз в сутки. При скорости линии до 150 метров в минуту оператор не успевал устойчиво замечать момент начала отклонения, а периодический ручной контроль означал, что сигнал о проблеме приходил уже после накопления брака.
Для пилота мы спроектировали автономный визуальный датчик на верхнее полотно гофроагрегата. Задача состояла не просто в фиксации явного дефекта, а в максимально раннем обнаружении перехода к короблению, когда линия ещё может отреагировать вовремя.

Решение проектировалось под конкретную производственную зону, где позднее обнаружение отклонения напрямую превращалось в потери материала и времени линии.
30 тыс. м²
Именно такой объём брака накапливался за месяц, когда коробление замечали слишком поздно.
30-50 раз в сутки
Отклонение возникало регулярно, поэтому разовый ручной осмотр не мог считаться устойчивым способом контроля.
До 150 м/мин
На такой скорости конвейера визуально удерживать поток и вовремя замечать начало коробления крайне сложно.
Два полотна
На агрегате работают верхняя и нижняя линии, поэтому оператору приходилось распределять внимание между несколькими зонами.
Периодический контроль
До внедрения сотрудники периодически проверяли состояние полотна вручную через промежутки времени.
Нужен ранний сигнал
Линии требовалось решение, которое предупреждает о проблеме до того, как из отклонения сформируется значимый объём брака.
Пилот на гофроагрегате дал измеримый эффект уже в первые недели после изготовления и установки датчика.
1 шаг из 6
Сначала определили, в какой точке полотна признак коробления появляется достаточно рано и где датчик сможет стабильно видеть нужную зону.
2 шаг из 6
Для старта был собран предварительный корпус с микрокомпьютером и камерой, чтобы получать материал не из лаборатории, а прямо с работающего гофроагрегата.
3 шаг из 6
За несколько суток датчик собрал поток изображений с линии, после чего был сформирован массив кадров для обучения модели.
4 шаг из 6
75 000 кадров были размечены на четыре класса: норма, пограничное состояние, коробление и прочие кадры, после чего модель обучили на выделенной зоне интереса.
5 шаг из 6
После обучения собрали рабочий корпус, добавили световой столб, релейную часть, питание от 24 вольт и прикладную электротехнику для штатной работы на линии.
6 шаг из 6
Датчик установили на верхнее полотно, включили в работу смены и уточнили правила реакции так, чтобы сигнал был понятен операторам и не создавал лишнего шума.
Такая задача не решается абстрактным набором изображений. Поэтому первым этапом датчик был поставлен прямо на линию в предварительном исполнении, чтобы увидеть реальное поведение полотна, скорость движения, световую среду и характер начала коробления.
За несколько суток было собрано и размечено 75 000 кадров. Отдельно выделили не только норму и явный дефект, но и пограничное состояние, когда коробление уже начинается, но ещё не стало браком. Именно этот класс особенно важен для раннего сигнала.
После этого была зафиксирована зона интереса, подготовлена обработка изображения и обучена модель, которая смотрит только на ту часть потока, где нужный признак действительно читается устойчиво и без лишнего визуального шума.
Отдельно важно было собрать не только итоговый вид дефекта, но и сам переход к нему. Поэтому в массив попадали последовательности кадров до начала отклонения, в момент его появления и сразу после него, чтобы модель училась видеть не финальный брак, а раннюю смену состояния полотна.
Разметка тоже велась не в отрыве от производства. Спорные участки сверялись с реальным поведением линии и тем, как на них реагирует смена, поэтому итоговый датасет стал не просто набором картинок для обучения, а прикладной основой для рабочего сигнала на гофроагрегате.
75 000 кадров
Модель обучалась не на условных примерах, а на массиве изображений, собранных на действующем производстве.
4 класса
Норма, пограничное состояние, коробление и прочие кадры разделены так, чтобы система могла видеть не только явный брак.
Зона интереса
В обработку попадает только нужная часть потока, где ранний признак отклонения читается лучше всего.
Та же камера
Результат опирается на конкретную оптику, угол, расстояние и место установки, а не на универсальный лабораторный шаблон.
То же освещение
Модель училась в реальной световой среде производства, поэтому не теряет устойчивость из-за отличия условий от учебных.
Пилот на верхнем полотне
Это позволило честно сравнить линию с датчиком и такую же линию без датчика в одинаковый производственный период.
Для производства важно не только увидеть дефект, но и не замучить смену ложными тревогами. Поэтому поверх сигнала модели была добавлена прикладная программная логика, которая переводит датчик в новое состояние только при устойчивом подтверждении события.
Переход в пограничное состояние или в коробление происходит лишь тогда, когда датчик уверенно видит один и тот же класс примерно в течение секунды, то есть около 15 кадров подряд. Это резко снижает вероятность случайной реакции на единичный нехарактерный кадр.
Такая схема дала датчику главное для промышленной эксплуатации качество: смена начала доверять его сигналу. Устройство не просто показывает вероятность на экране, а формирует понятное событие, по которому оператор действительно меняет поведение на линии. За счёт этого сигнал встроился в рабочий ритм смены и перестал восприниматься как вспомогательная подсказка, которую нужно дополнительно перепроверять.

Высокая точность здесь получилась не из-за универсального готового прибора, а из-за того, что вся система была собрана под конкретную линию.
Внедрение подтвердилось не только цифрами. Изменилось и то, как персонал начал использовать сигнал датчика в повседневной работе.
Сравнение оказалось особенно показательным: датчик поставили только на верхнее полотно, а нижнее в тот же период продолжало работать без него.
Нижнее полотно
За первые две недели без датчика здесь было зафиксировано 6917 квадратных метров брака.
Верхнее полотно
За тот же период на линии с датчиком объём брака составил 3898 квадратных метров.
Минус 44%
Разница между полотнами составила 3019 квадратных метров, то есть снижение брака на 44%.
75 тыс. ₽
При стоимости квадратного метра около 25 рублей это дало порядка 75 тысяч рублей экономии уже за две недели.
150 тыс. ₽ в месяц
В месячном горизонте такой эффект даёт примерно 150 тысяч рублей снижения потерь на одной линии.
Следующий этап
После пилота датчик будет интегрирован в ранее внедрённую систему качества и сможет автоматически ставить задачу контролёру с фотографией и сигналом по партии.
Кейс показал, что устойчивый результат на линии появляется не от абстрактной камеры, а от решения, собранного под конкретное полотно, место установки и производственную логику.