1 шаг из 6
Производственный контекст
Система получает данные о заказе, операции, номенклатуре, рабочем центре и текущем состоянии производственного процесса из связанных контуров предприятия.
Система контроля качества для промежуточных производственных проверок и раннего выявления брака
Рэмос-Альфа уже развивал несколько цифровых контуров производства, но для промежуточного контроля качества нужен был отдельный рабочий инструмент, связанный с заказами, операциями и фактическим состоянием линии. Проверка не должна была существовать отдельно от производственного процесса: важно было видеть, что именно выпускается, на каком этапе возник риск и к какому заказу относится конкретное измерение или замечание.
Наша задача заключалась в том, чтобы автоматизировать сам процесс проверки качества и повседневную работу инженеров отдела контроля качества: от получения задания до фиксации отклонения и передачи результата в общую ИТ-среду предприятия. Система должна была не просто сохранять результат измерения, а помогать вести работу в течение смены, подсказывать состав проверки и быстро передавать результат туда, где по нему принимаются дальнейшие действия.
В результате компания получила не просто интерфейс для отметок, а управляемый контур раннего выявления брака, который снижает потери при выполнении заказов и создаёт базу для дальнейшей автоматизации смежных процессов. На этой основе можно дальше развивать правила контроля, аналитику повторяющихся отклонений и связку качества с другими производственными системами предприятия.
Видео показывает производственный контур Рэмос-Альфа и место системы контроля качества внутри общей автоматизации предприятия.
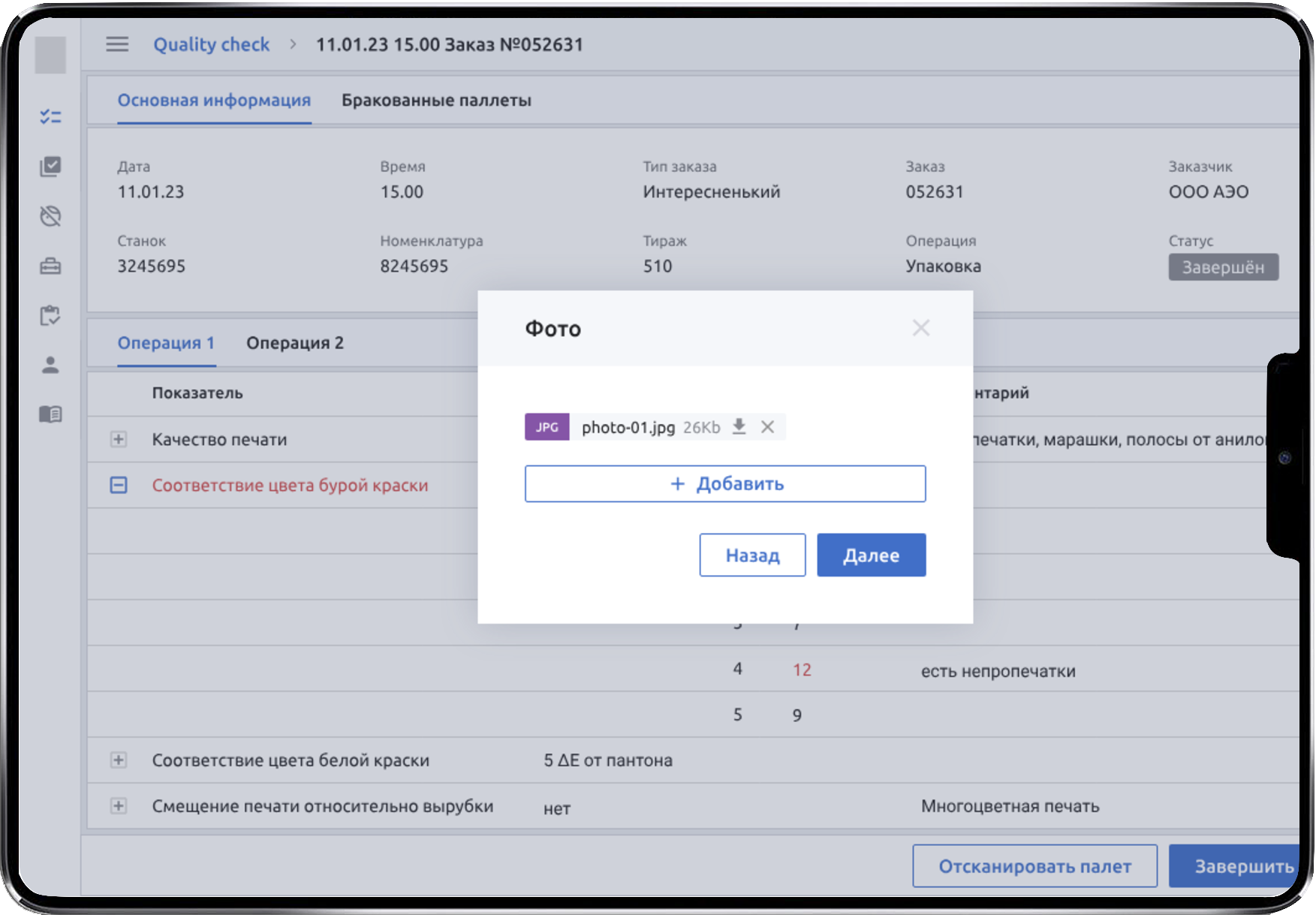
Система открывает инженеру отдела контроля качества конкретную карточку проверки с привязкой к заказу, операции, станку, номенклатуре, времени и статусу выполнения.
Контролёр видит только те показатели, которые действительно относятся к данной проверке, и может сразу зафиксировать комментарии, отклонения и фото без перехода в сторонние таблицы и мессенджеры.
Это делает саму проверку частью цифрового производственного процесса: результаты сохраняются в контексте заказа, а не теряются между бумажными чек-листами, устными пояснениями и ручными переписками.
Для инженера это означает более понятный сценарий работы на смене: система сразу показывает, что именно нужно проверить и какие данные важно приложить к результату.
1 шаг из 6
Система получает данные о заказе, операции, номенклатуре, рабочем центре и текущем состоянии производственного процесса из связанных контуров предприятия.
2 шаг из 6
По правилам контроля качества определяется, какая именно проверка нужна на данном этапе, какие показатели должны быть измерены и кому она должна быть назначена.
3 шаг из 6
Инженер отдела контроля качества открывает карточку, видит параметры изделия, нормативы и состав измеряемых характеристик, после чего проводит проверку прямо в системе.
4 шаг из 6
Если обнаружено несоответствие, оно фиксируется вместе с фото, замечанием и контекстом операции, чтобы брак был замечен сразу на той стадии, где его ещё можно локализовать.
5 шаг из 6
Результат проверки становится доступен связанным системам и ответственным сотрудникам, поэтому решение по дальнейшим действиям принимается на основе актуальных данных, а не устных уточнений.
6 шаг из 6
Накопленные проверки формируют основу для анализа повторяющихся проблем, оценки стабильности процессов и дальнейшего развития контура качества на предприятии.
Система контроля качества стала отдельным рабочим контуром для производства и ОТК, а не разрозненным набором локальных проверок.
Раннее выявление брака
Промежуточный контроль помогает обнаруживать проблемы до того, как потери успевают распространиться на следующие стадии производства.
Единая цифровая работа ОТК
Проверки, фото, замечания и результаты собираются в одном интерфейсе и больше не зависят от ручной координации между людьми и файлами.
Контекст для смежных систем
Результаты контроля передаются в общую информационную среду предприятия и используются там, где они действительно влияют на выполнение заказа.
Основа для дальнейшей автоматизации
Контур качества стал базой для следующего проекта Рэмос-Альфа — системы формирования заданий на производственные аудиты.
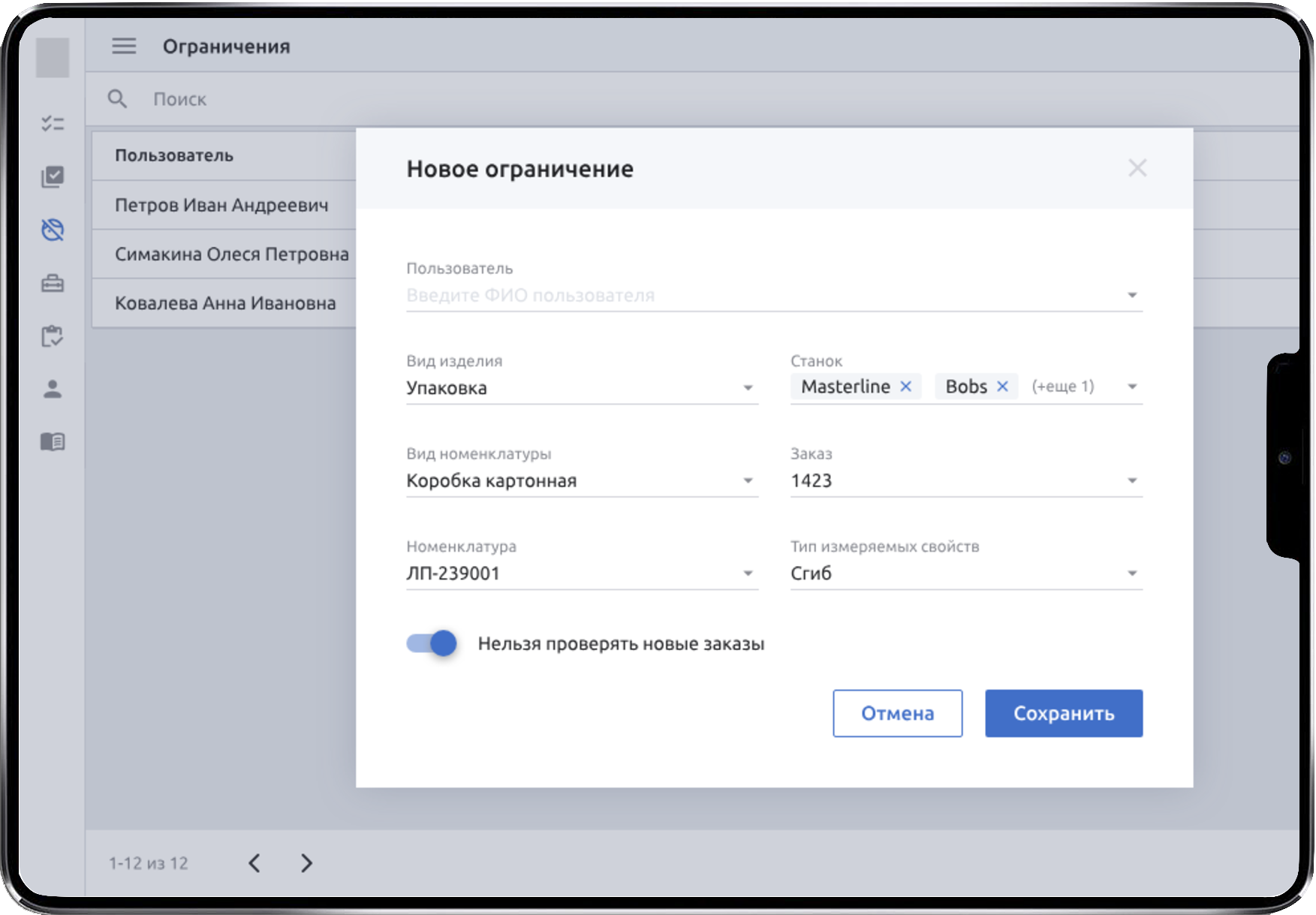
В системе важно было описать не только саму карточку контроля, но и ограничения: кого можно назначать, какие изделия и заказы подпадают под правило, на каких станках и для каких типов свойств должна запускаться проверка.
Такая настройка позволяет исключать лишние проверки, не назначать задачи неподходящим сотрудникам и подстраивать логику контроля под реальную организацию производства, а не под абстрактный шаблон.
За счёт этого система остаётся рабочим инструментом для конкретного предприятия: она учитывает фактическую номенклатуру, оборудование, типы изделий и ограничения по производственной среде.
Пользователь и роль
Проверки назначаются с учётом того, кто именно может и должен выполнять контроль в конкретном сценарии.
Изделие и номенклатура
Система связывает правила контроля с видом изделия, номенклатурой и измеряемыми свойствами, чтобы не смешивать разные сценарии качества.
Заказ и станок
Проверка привязывается к заказу и оборудованию, а значит выполняется там, где реально возник производственный риск.
Исключения и запреты
Система учитывает ограничения и запрещённые комбинации, чтобы не создавать неверные задания и не перегружать процесс лишней работой.
Система контроля качества не работает отдельно от остальных процессов: она обменивается данными с ERP, MES, WMS и служебными контурами предприятия и опирается на реальный производственный контекст.
Через интеграции в контур качества поступают события по заказу, изменениям, остановкам производства и другим значимым состояниям, а обратно передаются результаты проверок и данные по отбраковке.
Это важно не только для хранения результата. Когда система контроля качества встроена в общую ИТ-среду, предприятие быстрее понимает, где именно возникло отклонение, какие заказы и партии затронуты и какие действия нужно запускать дальше на производстве, складе или в смежных службах.
Интеграция также убирает ручной перенос информации между подразделениями. Инженеру не нужно отдельно дублировать результат в таблицы, пересылать замечания в почте или объяснять контекст по телефону: связанные системы получают нужные данные в том формате, в котором они реально используются в работе.
За счёт этого контроль качества встраивается в общую архитектуру предприятия и используется не как изолированное приложение, а как полноценный рабочий слой внутри цифрового производства.
Для заказчика это принципиально важно: решение не дублирует уже существующие системы, а соединяет их между собой в тех точках, где от качества данных зависят скорость реакции на отклонения и стоимость производственных ошибок.
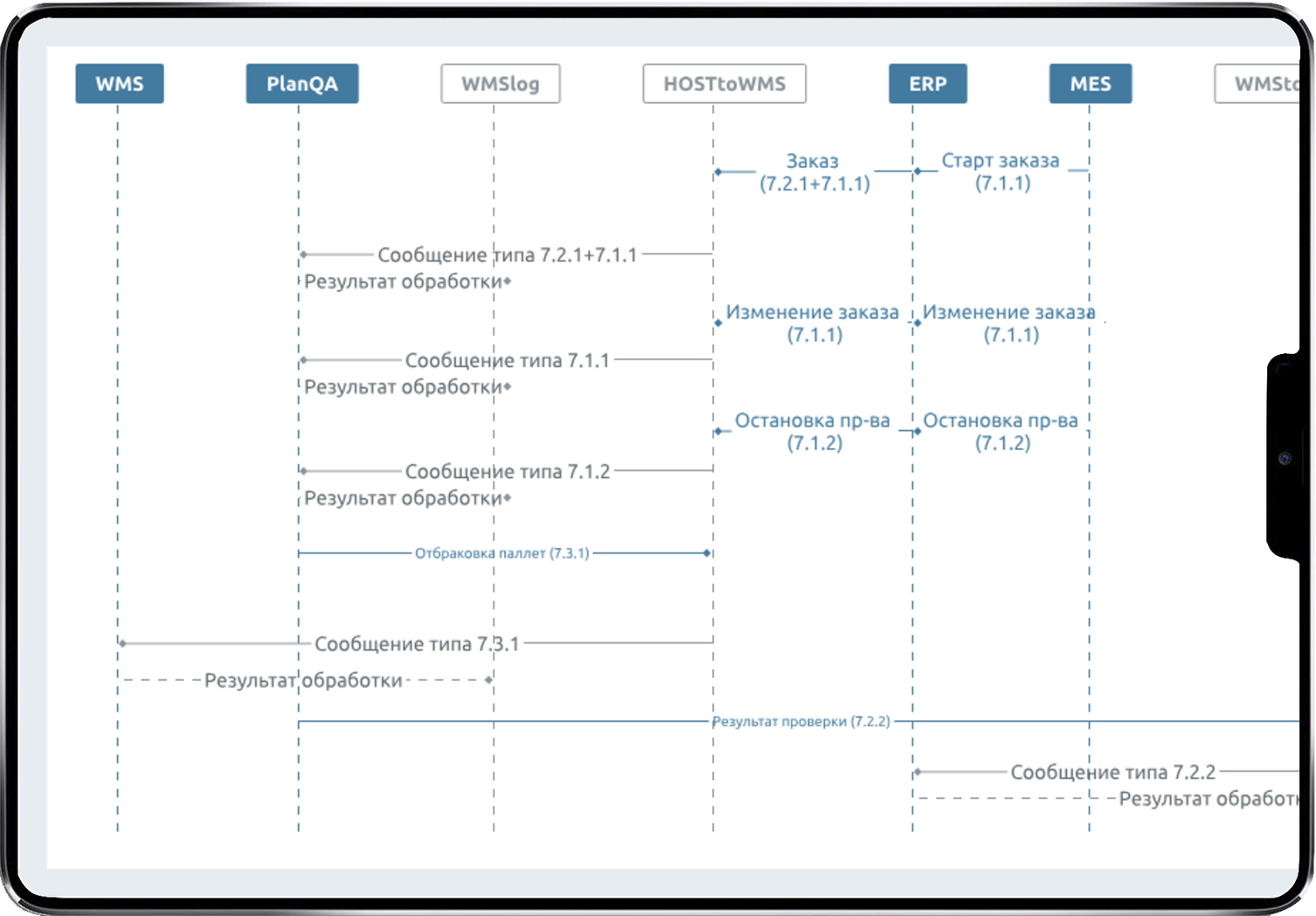
Схема показывает контур обмена данными между QAS, ERP, MES, WMS и сервисными шинами предприятия.
Этот проект относится как раз к тому типу решений, где наибольшую ценность даёт не типовой модуль, а отдельная система, глубоко встроенная в производство.