Рабочий станок
Прибор проектировался под реальный AVIA Turn 35-SM с ограничениями по месту установки камеры, кабелям, экрану и зоне работы оператора.
Аппаратно-программное устройство для контроля отклонений X, Y и Z на токарном станке с ЧПУ.
Заводу Горэлтех требовалось оснастить токарный станок AVIA Turn 35-SM отдельным прибором, который помогает контролировать положение револьверной головы после калибровки и рабочих операций.
Для токарного цеха такая задача практична: если револьверная голова сместилась после нагрузки, удара, обслуживания или износа механизма фиксации, инструмент может занять неверное положение относительно детали. На серийной обработке это ведёт к размерным отклонениям, ухудшению поверхности, лишней наладке, браку и риску повреждения оснастки.
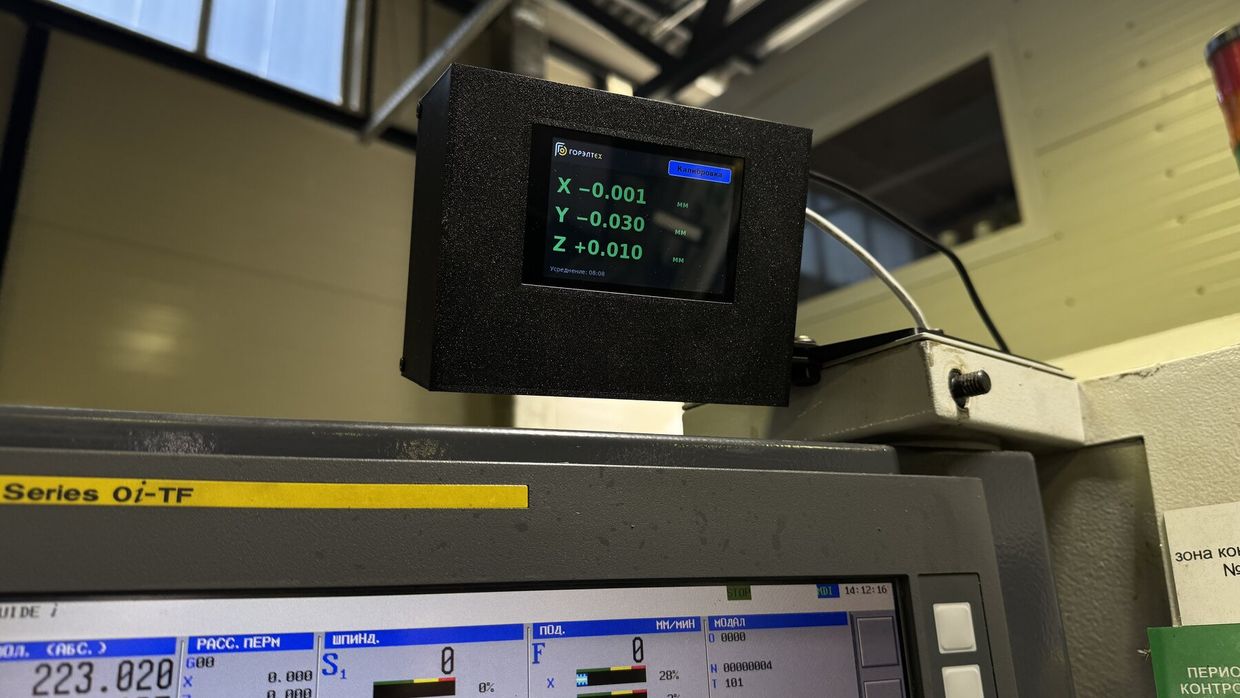
Мы разработали автономное аппаратно-программное устройство: камера наблюдает контрольную пластину с AprilTag-метками, вычислительный блок определяет положение плоскости и выводит оператору отклонения по X, Y и Z на встроенный экран.
Клиенту нужен был не ручной регламент проверки, а отдельное измерительное устройство для действующего станка и ежедневной работы операторов.
Рабочий станок
Прибор проектировался под реальный AVIA Turn 35-SM с ограничениями по месту установки камеры, кабелям, экрану и зоне работы оператора.
Три отклонения
На экране должны отображаться X, Y и Z: два перекоса плоскости с метками и поворот револьверной головы вокруг своей оси.
Цветовая оценка
Оператору нужна быстрая индикация: зелёная зона нормы, жёлтое предупреждение и красный сигнал при превышении порогов.
Калибровка
Устройство должно сохранять базовое положение револьверной головы и сравнивать с ним последующие рабочие замеры.
Эксплуатация
Помимо устройства нужно было передать инструкцию, порядок калибровки, правила очистки стекла камеры и действия при красных значениях.
Быстрый запуск
Работы начались 5 мая 2026 года, а 3 июня 2026 года прибор был установлен, проверен и сдан заказчику.
Проект прошёл полный цикл: от разработки устройства и программного обеспечения до установки, калибровки, пусконаладки и инструктажа на объекте заказчика.
1 шаг из 6
Изучили станок, положение револьверной головы, доступные зоны крепления, условия видимости и место, где оператору удобно видеть экран прибора.
2 шаг из 6
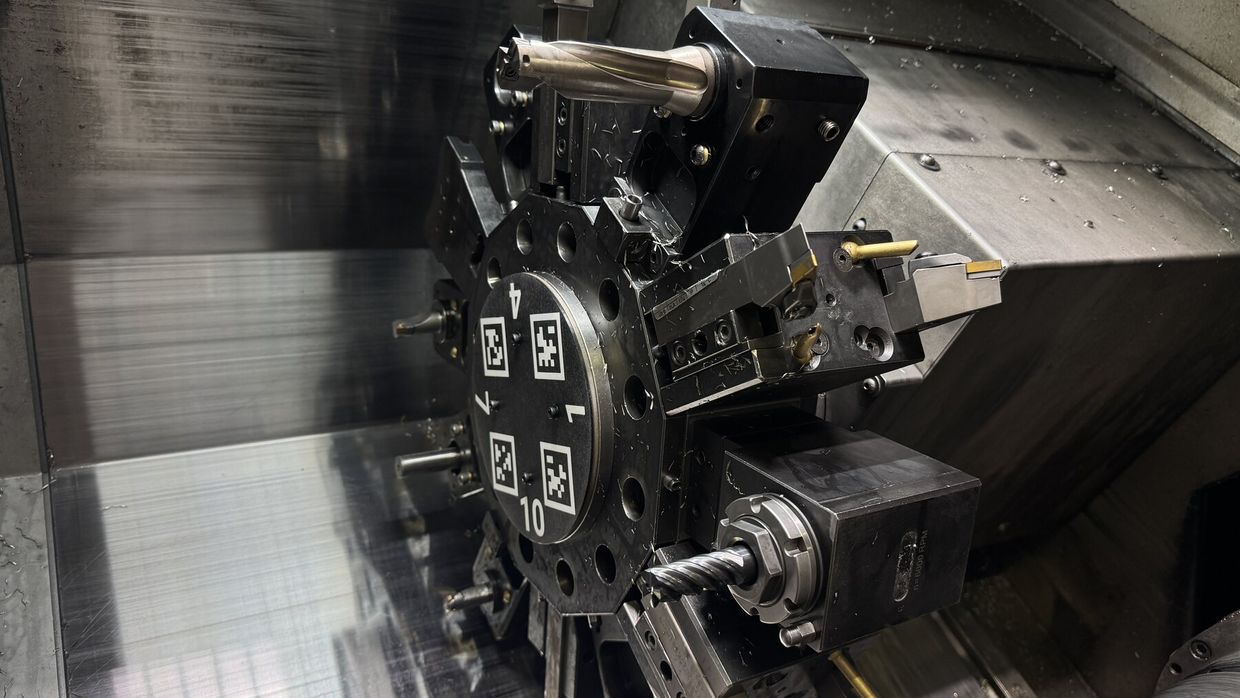
Выбрали контроль по пластине с AprilTag-метками: камера видит четыре метки, а программа рассчитывает положение всей плоскости относительно базового состояния.
3 шаг из 6
Собрали главный вычислительный блок с Raspberry Pi, TFT-экраном, сенсорной панелью, модулем часов и подключением USB-камеры машинного зрения.
4 шаг из 6
Реализовали автоматический запуск, распознавание меток, режим калибровки, рабочую стабилизацию показаний, расчёт X/Y/Z и экранные предупреждения.
5 шаг из 6
Установили камеру, элементы крепления и контрольную пластину, настроили фокус, зону видимости и проверили работу прибора в условиях эксплуатации заказчика.
6 шаг из 6
Выполнили калибровку базового положения, проверили рабочий режим, передали инструкцию и провели инструктаж представителей заказчика.
Револьверная голова токарного станка постоянно работает с инструментальными позициями, фиксацией, поворотом и нагрузкой от обработки. Даже небольшое отклонение её базового положения может изменить фактическое положение режущего инструмента относительно детали.
Причины могут быть разными: ударная нагрузка, нештатный контакт инструмента, загрязнение посадочных поверхностей, износ механизма фиксации, ошибка после обслуживания или накопленная механическая разбалансировка. Для руководителя цеха важен не сам список причин, а возможность вовремя увидеть, что положение больше не совпадает с базой.
До появления такого прибора контроль обычно зависит от наладчика, ручных измерений и косвенных признаков по детали. Мы перенесли проверку ближе к станку: оператор видит понятные значения и может быстрее принять решение, нужно ли звать специалиста и разбираться с механикой.
Решение полезно не только как измеритель. Оно меняет саму дисциплину контроля: отклонение становится видимым до того, как накопится серия проблемных деталей.
Контрольная пластина содержит четыре AprilTag-метки. Программа находит видимые углы меток, строит общую плоскость пластины и сравнивает её с сохранённым базовым положением.
В рабочем режиме прибор ждёт устойчивую видимость меток, запускает двухминутную стабилизацию и после неё показывает итоговые отклонения. При калибровке устройство пять минут собирает базовое положение, после чего сохраняет его для дальнейших измерений.
X и Y показывают перекос плоскости, а Z показывает поворот револьверной головы вокруг своей оси. Для оператора все значения выводятся в миллиметрах, включая пересчёт поворота в смещение в контрольной точке.
4 метки
Для валидного замера прибор должен видеть все четыре AprilTag-метки на контрольной пластине.
Плоскость
Расчёт строится по общей плоскости меток, а не по одному случайному признаку в кадре.
Пороги
Норма для X/Y задана в пределах 0,1 мм, для Z - в пределах 0,02 мм с отдельными предупредительными и красными зонами.
2 минуты
Рабочий замер проходит через стабилизацию, чтобы итоговые значения не зависели от единичного кадра.
5 минут
Калибровка базового положения выполняется отдельным режимом с обратным отсчётом и сохранением результата.
Сообщения
Если метки не видны, прибор просит вернуть голову в базовое положение и проверить чистоту стекла камеры.
В этом проекте было важно совместить механику, оптику, электронику и понятный операторский сценарий. Ошибка в любом из этих слоёв сделала бы прибор неудобным для реальной смены.
Заказчик получил установленное и проверенное аппаратно-программное решение, которое используется как штатный прибор контроля положения револьверной головы.
Прибор установлен
Главный блок, камера, крепления и контрольная пластина смонтированы на станке AVIA Turn 35-SM.
ПО настроено
Прибор автоматически запускается при включении питания и показывает рабочие состояния на встроенном экране.
Калибровка выполнена
Базовое положение револьверной головы было зафиксировано на объекте заказчика во время пусконаладки.
Отклонения видны
Оператор видит X, Y и Z, цветовую оценку состояния и предупреждения при проблемах с видимостью меток.
Материалы переданы
Заказчику передана инструкция по использованию, порядок калибровки и правила обслуживания зоны обзора камеры.
Персонал обучен
Представители заказчика прошли инструктаж по эксплуатации прибора, чтению показаний и действиям при отклонениях.
Проблема контроля револьверной головы актуальна не только для одного станка. Такой подход применим для разных токарных станков с ЧПУ, где важно быстро понимать, ушла ли инструментальная группа из базового положения.