1 шаг из 6
Сбор
Записывали звук и вибрацию по отдельным операциям станка с привязкой к инструменту, серии смещения и номеру повтора.
Полевые замеры вибрации и акустики AVIA Turn 35-SM для оценки возможности выявлять отклонения револьверной головы.
Заказчик поставил перед нами прикладную инженерную задачу: проверить, можно ли по виброакустическим данным выявлять отклонение револьверной головы токарного станка AVIA Turn 35-SM. Вопрос нельзя было решить теоретически: на станке работают разные инструменты, операции имеют разную длительность, а полезный сигнал может быть слабее естественного разброса между повторами.
Цель исследования была не в том, чтобы любой ценой объявить вибрацию готовым датчиком смещения. Нужно было понять границы применимости: где вибрация действительно реагирует на изменение положения револьверной головы, где реакция зависит от конкретной операции, а где без контекста оснастки, детали и режима резания делать выводы нельзя.
Мы построили измерительную методику, отделили контакт инструмента от фоновых движений станка, проверили крупные и узкие частотные полосы, сравнили повторы и сформулировали практический вывод для дальнейшего продукта.
За три заводских выезда мы собрали и разобрали не демонстрационный набор, а массив реальных производственных сигналов с разными операциями обработки. В валидный количественный анализ вошло около 46,6 минуты вибросигнала.
Для исследования мы собрали отдельное устройство сбора данных: микрофонный канал, вибрационный канал, локальное хранение записей и метаданные по режиму станка. Вибрация снималась датчиком IIS3DWB с частотой около 26,7 кГц, звук записывался I2S MEMS-микрофоном ICS-43434 с частотой 48 кГц.
Запас по частоте был нужен, чтобы не потерять высокочастотные компоненты резания, резонансы инструмента и короткие ударные события. Записи сохранялись вместе с разметкой: состояние станка, позиция инструмента, серия смещения, номер повтора и параметры сессии.
Отдельно фиксировались качество сигнала и пригодность записи для строгого анализа. Если в сессии были признаки потери непрерывности виброканала, такая запись не использовалась для расчёта частотных выводов, даже если визуально операция выглядела штатной.
Устройство использовалось как полевой регистратор, а не как лабораторный стенд. Все выводы строились на данных действующего станка, с реальной оснасткой, реальной деталью и рабочими ограничениями производственной площадки.
Такой подход позволил сравнивать не абстрактный шум станка, а повторяемые участки конкретных производственных операций. Для будущего промышленного датчика это принципиально: диагностический признак должен переживать обычный разброс между проходами, а не появляться только на одном удачном графике.

На первом выезде мы проверили, есть ли в принципе различимый виброакустический сигнал на рабочем станке. Было записано 11 состояний и операций цикла изготовления детали: покой, холостой ход и рабочие операции с позициями инструмента T01...T09.
Для количественного разбора использовали 9 валидных виброзаписей, суммарно около 4,4 минуты сигнала и примерно 7,1 млн отсчётов. Покой, холостой ход и работа различались по уровню и спектру.
На этом этапе мы не сравнивали заданные смещения револьверной головы. Задача была базовой: понять, отделяется ли реальная работа инструмента от фона станка и какие частотные диапазоны вообще несут полезную информацию.
Этот этап не должен был доказывать наличие признака отклонения. Его задача была другой: подтвердить, что измерительная схема видит работу станка и что имеет смысл переходить к сериям с заданным смещением револьверной головы.
По результатам первого выезда стало ясно, что дальнейший анализ нужно строить по операциям, а не по одной общей записи цикла. Разные инструменты формируют разные спектральные профили, поэтому смешивание всего цикла в один показатель неизбежно скрывает часть диагностических признаков.
1 шаг из 6
Записывали звук и вибрацию по отдельным операциям станка с привязкой к инструменту, серии смещения и номеру повтора.
2 шаг из 6
Разделяли записи по операции и условию, чтобы не смешивать разные инструменты, стороны детали и позиции в цикле.
3 шаг из 6
Отделяли активные участки резания от подвода, позиционирования, холостого движения и общего фона станка.
4 шаг из 6
Считали широкие полосы для обзора и узкие полосы 100 Гц для поиска устойчивых диагностических зон.
5 шаг из 6
Сравнивали не только средние значения между смещениями, но и разброс повторов внутри каждого уровня.
6 шаг из 6
Отделили подтверждённые наблюдения от рабочих гипотез и сформулировали условия, при которых вибрация может быть полезна.
Полная запись операции содержит не только резание, но и подвод, позиционирование, фоновые движения станка и короткие неинформативные касания. Если считать признаки по всей записи, полезный эффект смещения легко размывается фоном.
На втором выезде мы перешли к диагностической сегментации по энергии в диапазоне 500-6000 Гц: искали активные зоны, склеивали близкие участки и брали небольшой запас до и после события. Для расчётного слоя приняли p95, потому что он давал более чистые зоны максимальной нагрузки.
Перед выбором p95 мы сравнили более широкий p90-отбор и более строгий p95-отбор. p90 лучше покрывал видимую длительность работы, но чаще захватывал около-рабочий фон; p95 давал короче интервал, зато чище выделял момент фактической нагрузки инструмента.

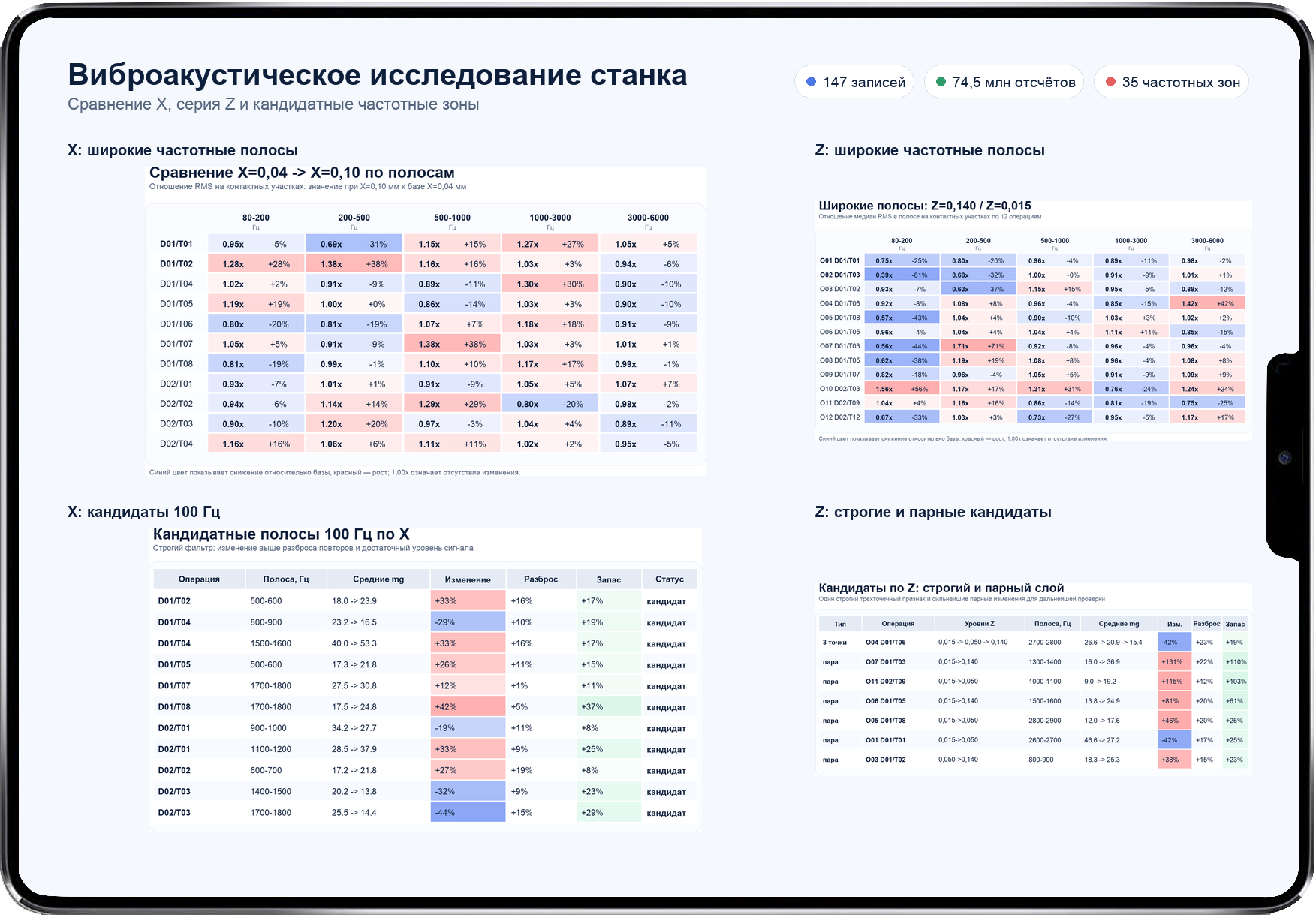
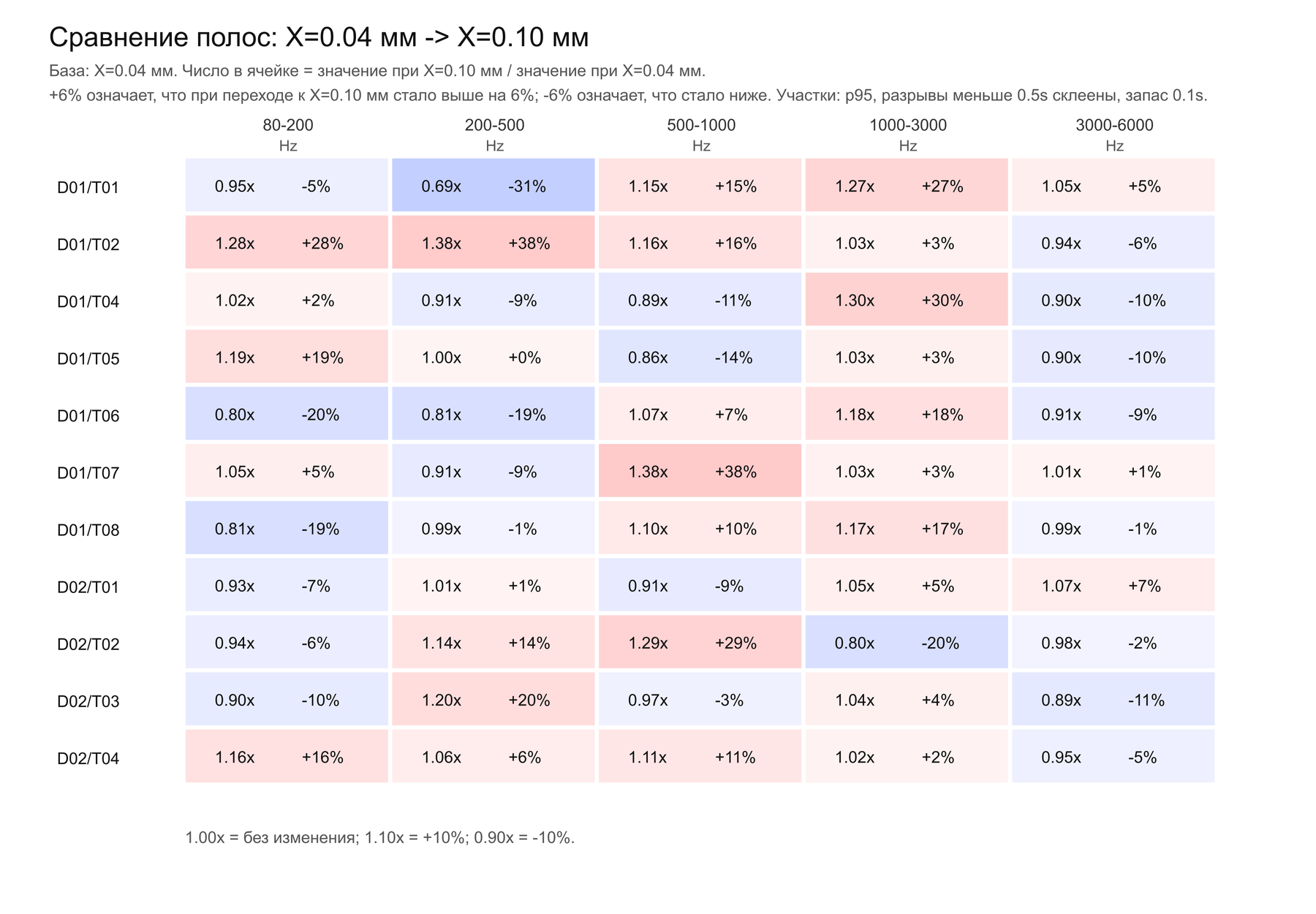
На втором выезде сравнивались два близких положения револьверной головы: X=0,04 мм и X=0,10 мм. Разница между сериями составляла всего 0,06 мм. Всего было 48 производственных записей, из них 45 вошли в строгий анализ контактных участков.
Для каждой сопоставимой операции мы считали отношение признака при X=0,10 мм к значению при X=0,04 мм. Значение 1,00x означает отсутствие изменения, 1,20x - рост на 20%, 0,80x - снижение на 20%.
Интегральный RMS на контакте менялся не всегда достаточно сильно, зато частотные полосы показали более интересную картину. Вибрационный признак нужно привязывать к конкретной операции и частотной зоне.
На тепловой карте видно, что одна и та же частотная полоса может вести себя по-разному на разных инструментах. Например, диапазон 500-1000 Гц в части операций растёт, а в других снижается или почти не меняется. Это важный результат: универсальный порог по всему станку был бы ненадёжным.
Поэтому дальше мы оценивали не только величину изменения, но и повторяемость внутри каждого уровня X. Если изменение между средними меньше естественного разброса повторов, такой признак не годится для промышленного контроля, даже если цвет ячейки выглядит заметным.
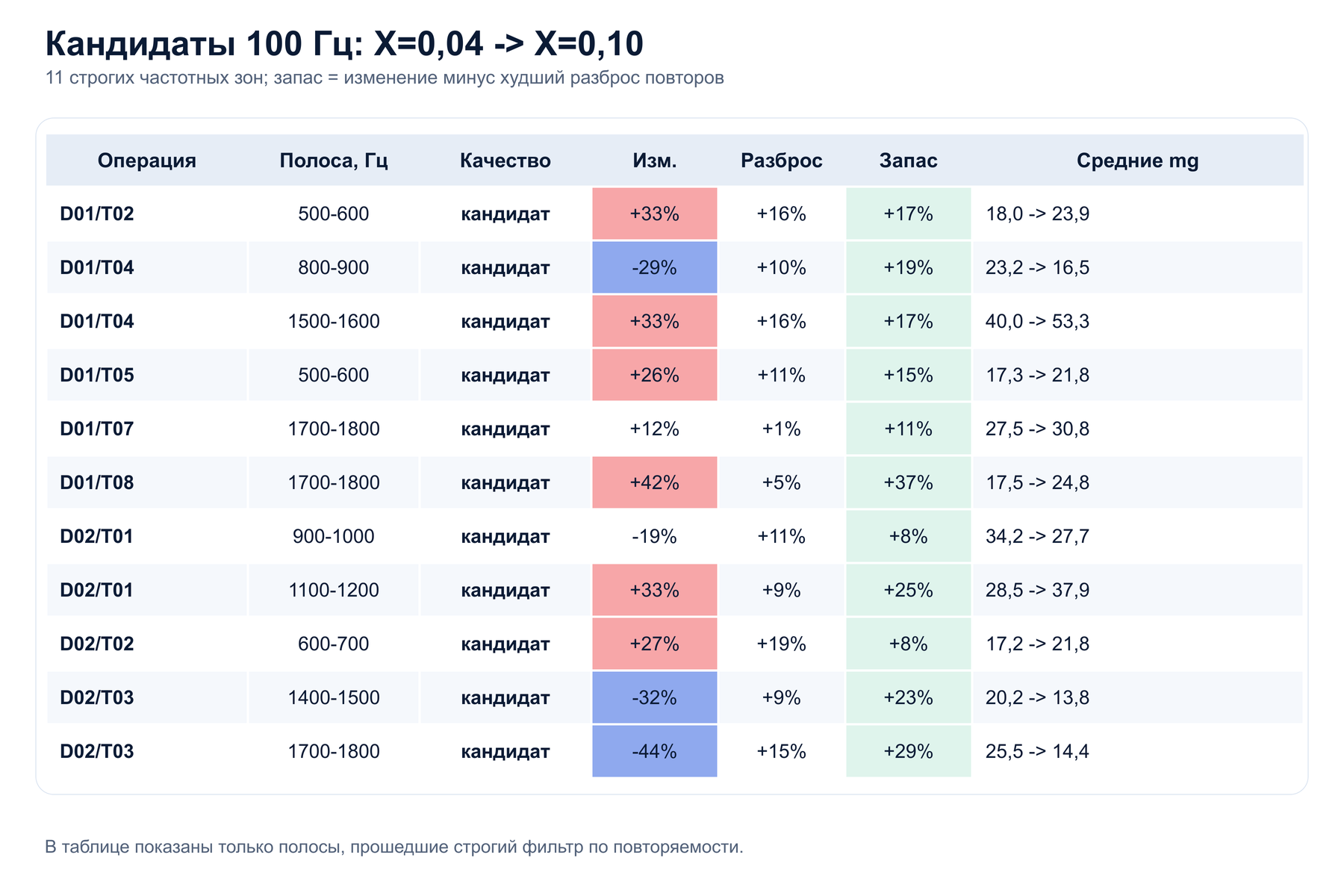
После обзора широких полос мы перешли к полосам шириной 100 Гц, потому что крупные диапазоны смешивали полезные узкие частоты с соседним шумом.
Для каждой полосы проверялись четыре вещи: достаточный уровень сигнала, изменение между X=0,04 мм и X=0,10 мм, разброс повторов внутри каждого уровня и запас изменения над этим разбросом.
По данным второго выезда строгий фильтр дал 11 кандидатных полос. Несколько раз проявилась зона 1700-1800 Гц: для D01/T08 изменение составило около +42%, для D02/T03 в той же полосе было около -44%.
Кандидатная полоса не объявлялась готовым датчиком сама по себе. Мы рассматривали её как рабочую частотную зону, которую нужно проверять на следующем выезде, на большем числе повторов и в привязке к конкретной операции обработки.
Такой отбор полезен для промышленной разработки: вместо поиска “одной магической частоты” формируется набор частотных зон, у каждой из которых известны операция, направление изменения, разброс повторов и запас над этим разбросом.
Второй выезд был нужен, чтобы проверить чувствительность вибрации к малому смещению X и перейти от общей картины к повторяемым частотным признакам.
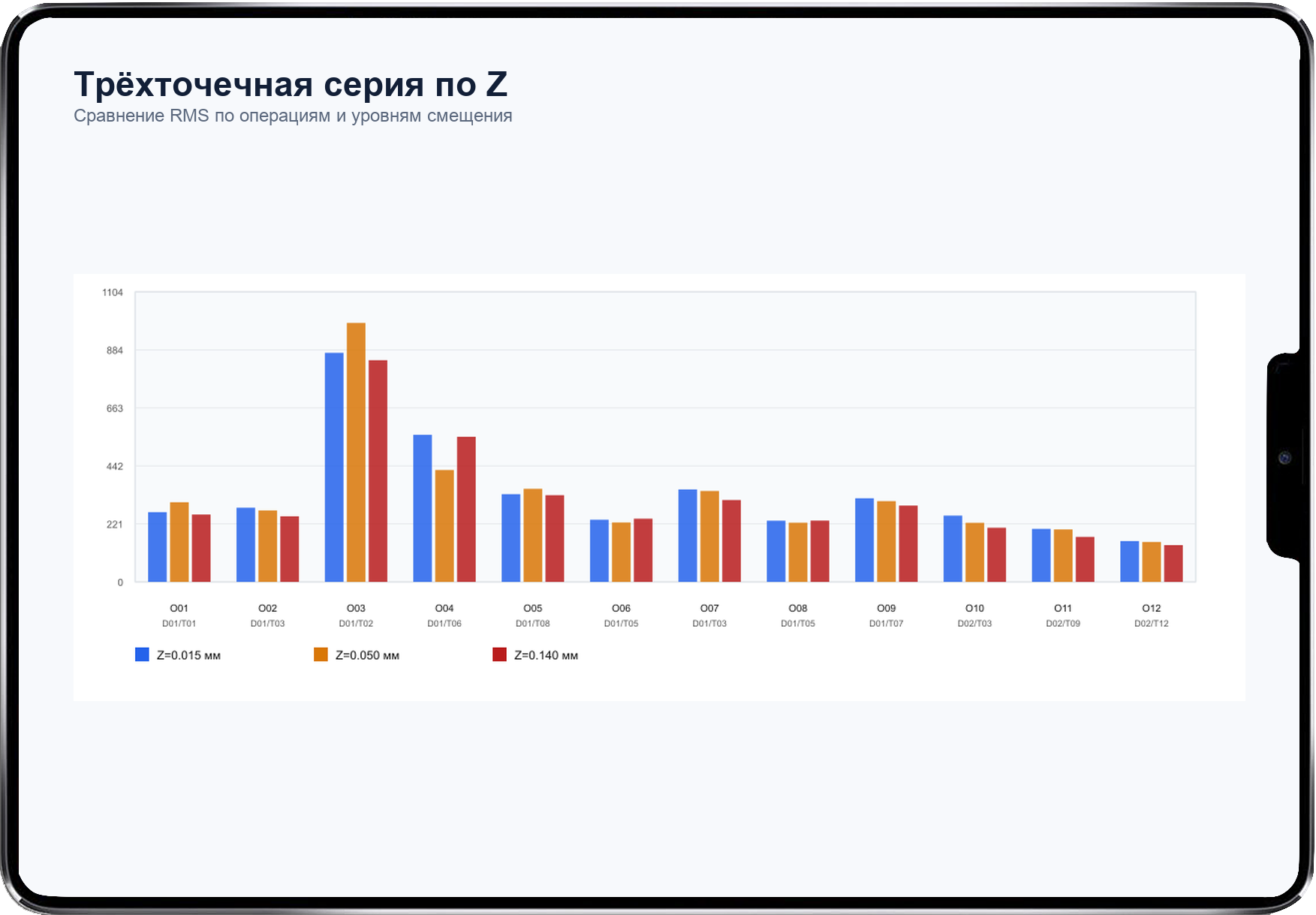
На третьем выезде была снята более строгая серия по Z: исходное положение около 0,015 мм, затем 0,050 мм и 0,140 мм. В этой серии было 96 рабочих аудио- и виброзаписей, 93 из них вошли в частотный анализ.
Структура позволила проверить трёхточечную зависимость: минимум два валидных повтора на каждом уровне, достаточная амплитуда, ограниченный разброс, монотонный рост или снижение и превышение изменения над естественным разбросом.
Повторяющиеся позиции инструмента были разделены по месту в цикле. Например, T03 и T05 встречались в разных операциях, но их нельзя было механически объединять: одинаковая оснастка в разных этапах обработки даёт разную длительность контакта и разный спектральный профиль.
Отдельно контролировалась базовая геометрия серии. Камерный канал по Z использовался как подтверждающий ориентир, а выводы по вибрации строились только по валидным контактным участкам и повторяемым частотным признакам.
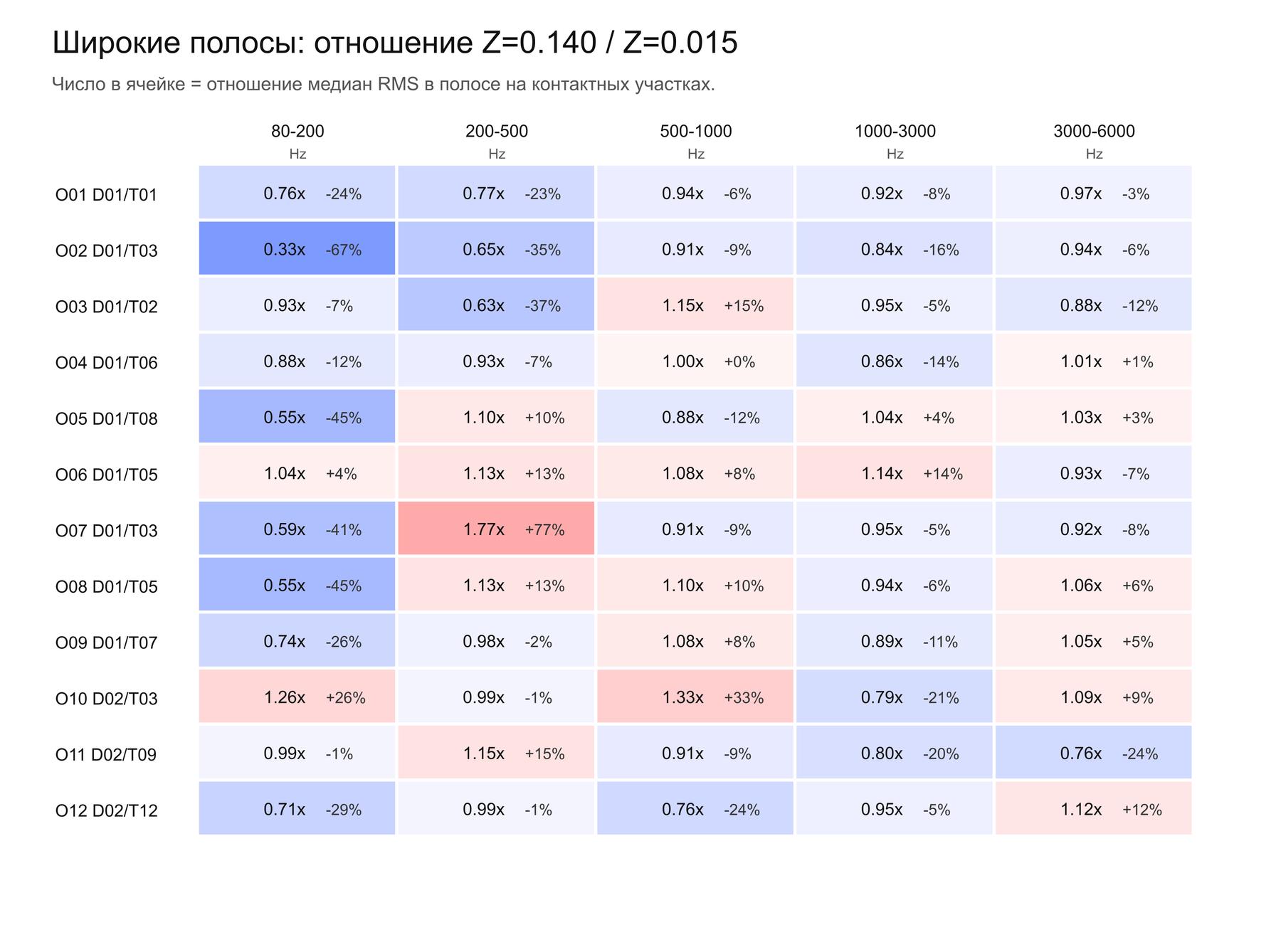
Широкие полосы на третьем выезде использовались как обзорный слой: они помогают увидеть направление изменений, но не дают готового диагностического правила.
Тепловая карта показывает отношение RMS при Z=0,140 мм к исходному уровню Z=0,015 мм по операциям и частотным диапазонам. Разные операции реагируют по-разному: в одних полосах энергия снижается, в других растёт, а в третьих остаётся близкой к исходной.
Поэтому дальше мы снова перешли к узким полосам 100 Гц и строгой проверке повторяемости. Широкая карта осталась как объясняющий слой, а не как критерий.
Даже на обзорной карте видно, что чувствительность распределена неравномерно. У части операций сильнее меняются низкие диапазоны 80-500 Гц, у других заметнее реагируют зоны выше 1000 Гц. Это подтверждает, что один общий показатель по всей вибрации не описывает поведение станка достаточно точно.
Для инженерного вывода важна не только яркая ячейка, но и причина её появления. Мы проверяли, не является ли изменение следствием другой длительности контакта, случайного разброса проходов или особенности конкретной операции, которая не повторится в следующем цикле.
Именно поэтому широкие полосы использовались как навигация по данным: они показывали, где искать, но окончательное решение принималось только после узкополосного анализа и проверки повторов.
Самый строгий трёхточечный фильтр прошла одна частотная полоса: операция O04 D01/T06, диапазон 2700-2800 Гц.
Средние значения по этой полосе снижались по уровням Z: примерно 26,6 -> 20,9 -> 15,4 mg. Изменение между крайними уровнями составило около -42%, худший разброс повторов - около 23%, запас над разбросом - около +19%, коэффициент R2 - около 0,93.
Дополнительно было найдено 23 парных кандидата, где изменение между двумя уровнями Z превышало разброс повторов. Без трёхточечной монотонности они считаются диагностическими подсказками, а не готовым критерием.
Такое разделение было принципиальным. Строгий кандидат показывает частоту, где есть последовательная трёхточечная зависимость. Парные кандидаты показывают перспективные зоны, но требуют дополнительной проверки, потому что между соседними уровнями они могут вести себя убедительно, а по всей тройке - немонотонно.
В результате мы получили не рекламный список “подходящих частот”, а ранжированный набор гипотез: что уже выдержало строгий фильтр, что можно использовать как подсказку, а что нужно исключать из-за нестабильных повторов.

После сбора данных основной объём работы был в аналитике: мы проверяли не только общие уровни вибрации, но и частотные полосы, повторы, парные различия и запас изменения над естественным разбросом.
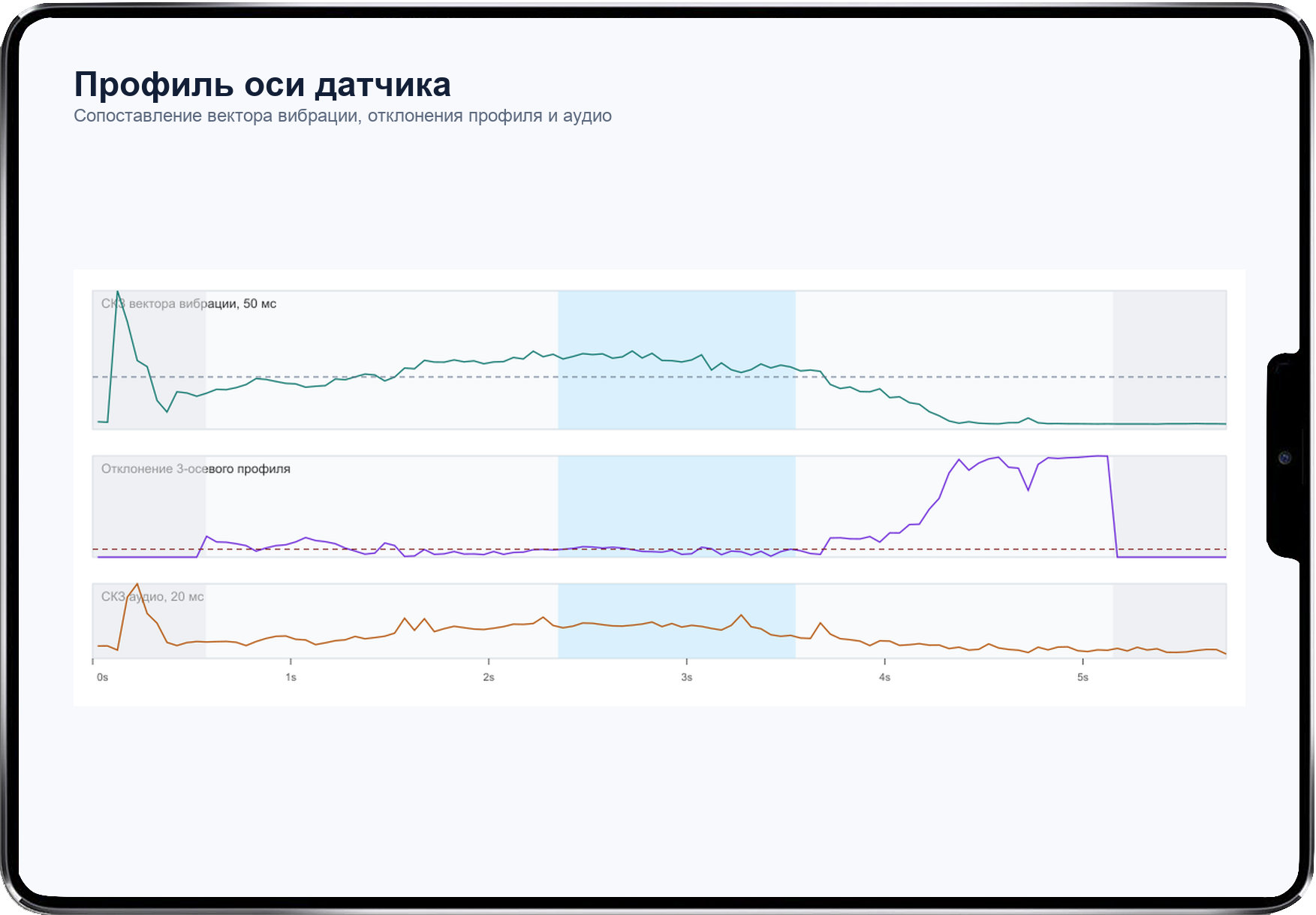
На третьем анализе мы дополнительно проверили гипотезу: считать не только суммарный вектор вибрации, но и смотреть ось датчика, на которой рабочая зона сильнее всего отличается от фонового профиля.
Эта проверка сделала физическую интерпретацию чище: мы анализировали направление, где механическая реакция проявлялась заметнее. Строгих новых универсальных критериев она не дала, но подтвердила, что частотный признак нельзя переносить между разными условиями без обучения нормы.
Практический смысл этой проверки в том, что вибродатчик не обязан одинаково реагировать по всем осям. Если рабочий контакт проявляется преимущественно по одной оси, суммарный вектор может сгладить часть различий, а осевой анализ помогает увидеть более чистую картину.
Исследование подтвердило, что виброакустика полезна как диагностический канал, но требует правильного производственного контекста.
Вибрационный канал уверенно отличает покой, холостой ход и работу станка. Разные операции имеют собственные спектральные профили, поэтому в данных есть информация о характере обработки, а не только общий уровень шума.
Малое изменение положения револьверной головы может проявляться в узких частотных полосах заметнее, чем в интегральном RMS. Акустический канал также различает режимы и помогает как вспомогательный источник.
Мы отдельно зафиксировали ограничения, потому что для инженерного решения они не менее важны, чем найденные признаки.
Данные трёх выездов не подтвердили универсальный абсолютный вибрационный порог, который можно применить ко всему циклу без знания текущей операции. Разные инструменты, стороны детали, участки цикла и условия резания дают разные спектральные профили.
Для практического применения нужен один из контекстов: интеграция со станком и получение текущей оснастки или операции, ручной выбор рецепта и детали оператором, либо обучение нормы по повторяющемуся циклу после установки базового положения.
Результат проекта - не только набор графиков, а проверенная инженерная позиция по применимости виброакустики для контроля состояния токарного станка.
Мы собрали отдельный полевой регистратор, провели три выезда, записали 155 производственных сессий, подготовили промежуточный акт и аналитические отчёты по сериям X и Z, построили методику выделения контакта и частотного отбора признаков.
Исследование показало, что вибрация может быть полезным диагностическим усилителем малых изменений, особенно по известным операциям и обученным частотным зонам. Но для промышленного решения ей нужен контекст: текущая операция, программа, деталь, материал или обученный повторяющийся цикл.